FREE 1 to 3-Day Delivery on Orders $149+ Details
FREE 1 to 3-Day Delivery on Orders $149+ Details

How to Install Zone Offroad Bottom Mount Bar Pin Eliminator - Front (97-06 Wrangler TJ) on your Jeep Wrangler
Tools Required
- Metric/Standard Socket Wrench Set
- Torque Wrench
- Wheel Bearing Grease
- Bench Vice or C-Clamp
- Hammer and Punch *
- Sanding or Grinding Wheel *
- Factory Service Manual (recommended)

Shop Parts in this Guide
Welcome
CONGRATULATIONS on purchasing new Bar Pin Eliminators from JKS Manufacturing. We are committed to providing you with the best products available and your satisfaction is our first priority.
PLEASE READ these Installation Instructions carefully, and save them for future reference, as they contain important installation and maintenance information.
Important
NOT COMPATIBLE WITH Old Man Emu™ shock absorbers.
INSTALLATION OF BAR PIN ELIMINATORS effectively reduces the static length of shock absorber by 0.40”.
Installation
1. REMOVE SHOCK ABSORBERS
Remove the front shock absorbers per factory service manual instructions for your vehicle.
Remove factory bar pin from the lower shock absorber bushing. HINT: A hammer and punch may be useful for removing factory bar pin.
Inspect shock bushings for wear and deterioration. If new bushings are needed, replace with standard 5/8” ID hourglass type bushings before installing Bar Pin Eliminators.
2. MOUNT BAR PIN ELIMINATOR TO SHOCK ABSORBER
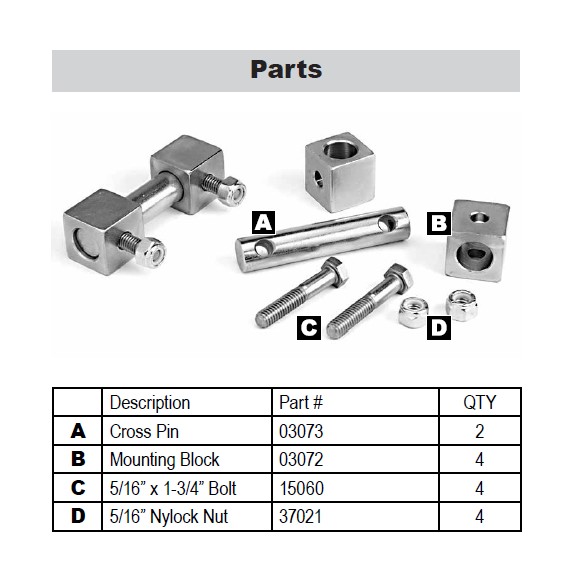
Apply a thin coating of wheel bearing grease to the Cross Pin (A).
Insert Cross Pin (A) through lower bushing of shock absorber.
Slide a Mounting Block (B) onto one end of Cross Pin (A). Align the mounting holes, and insert a 5/16” x 1-3/4” Bolt (C).

Slide remaining Mounting Block (B) onto opposite end of Cross Pin (A).
IMPORTANT: This product is designed to preload the shock absorber bushings for maximum bushing performance and longevity. Therefore, you should find it necessary to compress the bushing approximately 1/16” to 1/8” before the mounting bolts can be inserted.
If you are able to install the mounting blocks without compressing the shock bushing, insert a SAE 5/8” flat washer (not supplied) between the bushing and Mounting Block to ensure proper bushing preload.
Squeeze Mounting Blocks (B) together to compress the shock absorber bushing until mounting holes align. HINT: A bench vice or C-clamp is useful for compressing shock absorber bushing.
Insert the remaining 5/16” x 1-3/4” Bolt (C) through mounting hole to secure Bar Pin Eliminator to shock absorber.
3. RE-INSTALL SHOCK ABSORBERS
Install shock absorber to upper mount per factory service manual instructions.
Clean any dirt or debris from the lower shock mounting surface on axle bracket. HINT: A sanding or grinding wheel is useful for removing any stubborn material.
Position Bar Pin Eliminator on mounting surface of axle bracket and guide the 5/16” x 1-3/4” Bolts (C) through original shock mounting holes. HINT: Mounting Blocks (B) of Bar Pin Eliminator must lay completely flat against mounting surface of axle bracket.
Secure Bar Pin Eliminator to axle bracket by threading 5/16” Nylock Nuts (D) onto the 5/16” x 1-3/4” Bolts (C).
Using a torque wrench, tighten mounting hardware to 35-45 ft-lbs.