FREE 1 to 3-Day Delivery on Orders $149+ Details
FREE 1 to 3-Day Delivery on Orders $149+ Details

How to Install Poison Spyder Extra Wide Rear Crusher Fender Flares - Steel on your Wrangler
Tools Required
- 1/2” open end wrench
- 3/16” hex key or driver bit and ratchet
- 1/2” drill motor
- 17/32” drill bit
- 5/16” drill bit
- Removal tool for push-in retainer clips or small flat screwdriver
- Touch-up paint or clear coat
- OPTIONAL: Professional Nut-Sert Install Tool
APPLICATIONS
These installation instructions apply to the following Poison Spyder products:

17-05-010 JK Rear Crusher Flares - Standard Width - Steel (shown)
17-05-010-ALUM JK Rear Crusher Flares - Standard Width - Aluminum
17-05-020 JK Rear Crusher Flares - Extra Wide - Steel
17-05-020-ALUM JK Rear Crusher Flares - Extra-Wide - Aluminum
PARTS LIST
Please check your packages immediately upon arrival to ensure that everything listed is included, and to check for damage during shipping. If anything is missing or damaged, call Poison Spyder at (951) 849- 5911 as soon as possible.
(1) Right side JK Rear Crusher Flare
(1) Left side JK Rear Crusher Flare
(1) Right-front Inner Brace, JK Rear Crusher Flare
(1) Right-rear Inner Brace, JK Rear Crusher Flare
(1) Left-front Inner Brace, JK Rear Crusher Flare
(1) Left-rear Inner Brace, JK Rear Crusher Flare
(1) JK Rear Crusher Flare Hardware Kit
PN: HWKIT-17-05-010 includes:
(17) 5/16-18 nut-sert
(14) 5/16-18 X 1 SS flat head cap screw
(16) 5/16-18 X 3/4 SS button head cap screw
(4) 5/16-18 X 2 SS flat head cap screw
(40) 5/16” SAE Hardened flat washer
(20) 5/16-18 Gr8 nylon insert lock nut
(1) 5/16” Nut-Sert Install Tool - includes:
(1) 5/16-18 X 2 Gr5 Hex Head Cap Screw
(2) 5/16” SAE Hardened Flat Washer
(1) 3/8-16 X 1-1/8 Coupling Nut
(1) 5/16-18 Nut-Sert
IMPORTANT INFORMATION
Crusher Flares come as unpainted, bare steel or aluminum. You will want to either powder coat or paint prior to final installation, however it is very important to PRE-INSTALL the unpainted product first, following these instructions, BEFORE painting or powder coating any of the components! This will ensure that all parts are correct and any incidental trimming or drilling will have been done prior to coating. Also, it will give you a practice run to familiarize yourself with the process, to lessen the likelihood of damaging the finish during final installation.
Poison Spyder Customs is NOT RESPONSIBLE for paint or powder coating costs, damage to paint or powder coating, or costs associated with inadvertently painting or powder coating components that are defective or were shipped or assembled in error. It is the customer’s responsibility to pre-install and verify that all parts are correct prior to paint or powder coat.
On STEEL Crusher Flares, it is important to properly seal all of the seams where metal pieces join without a weld. This includes both the outside and inside seam where the top plate meets the outer tube. The reason is to prevent moisture from entering these hard-to-reach places and causing rust, and to prevent moisture from subsequently leaking back out of these areas and bringing rust reside with it, on to your paint or powder coat finish. There are many products available to seal these areas, from rubberized undercoating products to silicone sealant. If powder-coating, make sure the sealing method is one that is tolerant of the high temperatures used in the powder coat baking process. Consult your professional painter or powder coater for best suggestions.
INSTALLATION PROCEDURE
The following procedure is for preparation and installation of the JK Crusher Flare on one side of the Jeep. Once complete, repeat the procedure for the other side.
1. Park vehicle on a level surface and set the emergency brake. You will want to wear eye protection beyond this point in time.
2. Remove the stock flare and inner fender. A special plastic retainer removal tool (as shown in photo) is recommended, however a flat screwdriver may be used to pry off the small plastic retainer clips.

3. Apply masking tape to the Jeep body along the outside of the fender recess, to protect the paint while installing the Crusher Flare.

4. Re-drill the stock holes indicated in the photo below, to 17/32”.
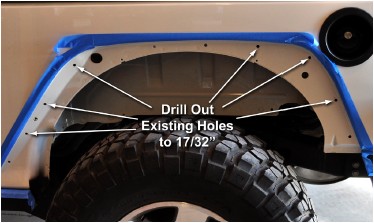
It is VERY IMPORTANT to be extremely careful when drilling these holes. Take extra care to ensure that the drill bit is exactly perpendicular to the sheetmetal, as it may “walk” and dislocate the resulting hole. Also be careful when drilling, as the thin sheetmetal may want to catch on the bit and deform it, making the subsequent nut-sert installation more difficult.

5. Install a 5/16-18 nut-sert into each of the holes that were drilled out to 17/32”.
NOTE: It is HIGHLY RECOMMENDED to invest in a professional nut-sert installation tool, such as the one sold by Poison Spyder (p/n: 70-TS-325-RN ) or elsewhere.

The professional tool will make the installation of nut-serts MUCH easier than using the free tool included in this kit, and it will come in handy with future product installations as well. If using a professional nut-sert installation tool, follow the directions that came with the tool and skip the next three steps of these instructions. The simple “tool” included with this product is admittedly frustrating to use, however it will work for those with patience who would like to save the cost of the professional tool. If using the simple tool included with this product, continue through the following steps:
6. The provided nut-sert install tool consists of a bolt, two washers and a coupler (long) nut. Assemble these items as shown (bolt-washer-coupler nut-washer-nut-sert). Insert the nut-sert end of the assembly into the hole you drilled.

7. Use an open end wrench to hold the coupler nut stationary while turning the head of the bolt clockwise with a ratchet (or small impact wrench) and socket. As you turn the ratchet, the bolt will draw the far end of the nut-sert toward the inside of the sheet metal, gripping it with the knurled outside edge of the nut-sert as it deforms. Continue to turn the ratchet until the nut-sert is fully seated. DO NOT OVER-TIGHTEN as you can damage the nut-sert, or cause it to lose its grip.

8. Once the nut-sert has seated correctly, loosen the bolt then remove it and the rest of the tool from the nut-sert. Install a new nut-sert onto the tool, oriented the same as the last, and set it aside until your next nut-sert installation.

9. With the tool removed, inspect the nut-sert to make sure it is properly seated and that the surrounding sheet metal isn’t excessively deformed. Note that some deformation of the sheet metal is normal, and that it will be covered by the part after installation.

If you “spin” a nut-sert: That is, if it loses its grip due to over-tightening or improper installation, the quickest, easiest fix is to use a MIG welder to place a small tack weld at the edge of the nut-sert flange. Before applying the tack weld, sand or grind the paint from a very small area of the sheetmetal where the tack weld will be. Then insert a screw into the nut-sert to protect the threads from weld splatter. Only apply a very small tack or two, as you do not want to heat up and deform the nut-sert or the sheetmetal. Then grind the tack(s) smooth and apply touch-up paint to prevent rust.

10. Temporarily install the Crusher Flare, using the supplied 5/16-18 X 1 stainless steel flat head cap screws, at each of the hole locations where a Nut-Sert was installed in the previous step. Note that this can be a tedious process for correctly aligning the flare, and getting it to properly seat all the way around without gaps. Here is the method we have found yields the best results: Begin by installing the two rear-most cap screws. Thread them in only a couple of turns. Then pull the flare outward against the screw heads, and install the forward-most screws, followed by the remaining screws. Leave all screws only threaded in a couple of turns until all of them are installed that way. Then slowly work your way around adding a turn or two at a time, drawing the flare in to the Jeep’s sheetmetal as evenly as possible. Do not fully tighten the screws at this time, just tighten them until the flare is firmly seated, as they will be removed before the final install.
IMPORTANT! Do NOT over-tighten the flat head cap screws, as you may accidentally “spin” the Nut-Sert if you over-tighten!
11. With the flare temporarily installed and aligned, note that there is one hole location for which there was no existing hole in the factory sheetmetal. It is located near the top-left of the flare mount plate. We have included an extra nut-sert and flat head cap screw for use in this location. Carefully mark and center-punch this hole location.
12. Install the Front Inner Fender Bracket as shown in Figure 5. Use the supplied 5/16-18 X 3/4 SS button head cap screws with nylon insert lock nuts to attach the bracket to the back side of the Crusher Flare mounting plate, between it and the pinch-weld flange on the Jeep’s body (you won’t be able to install the bolts through the Bracket into the pinch-weld flange, as shown in the photo, at this time).

13. Use a fine-tip felt marker and use the Front inner Fender Bracket to mark the two holes to be drilled into the pinch weld flange so two more bolts can be installed in a later step.

14. Use a fine-tip felt marker to mark the two holes to be drilled in the upper-rear corner, where the two remaining (non-countersunk) holes are, in order to install the Rear Inner Fender Bracket.

15. Remove the Crusher Flare and drill the four holes marked in Steps 8 & 9, to 5/16”. On the two holes for the Rear Inner Bracket, drill through both the outer and inner layer of sheetmetal (about an inch apart). Make sure the drill is held perfectly perpendicular to the sheetmetal to ensure proper alignment of the holes through the inner sheetmetal. Use touch-up paint to protect the cut edges of the drilled holes from future rust.


16. Drill the hole for the last nut-sert location that was marked in Step 7. Start with a small bit, approximately 1/8”, and carefully work your way up to the final hole size of 17/32”. Install a nut-sert into this hole.
17. Re-install the Crusher Flare by repeating the procedure in Step 6, again being careful not to over-tighten the flat head cap screws into the nut-serts. Be sure to install the additional flat head cap screw at the new nut-sert that was installed in the previous step.
18. Install 5/16-18 X 3/4 SS button head cap screws with nylon insert lock nuts into the two remaining holes in the Front Inner Bracket, through the two new holes in the pinch weld flange, as shown in Figure 5.
19. Temporarily install the Rear Inner Bracket as shown in the following photo, using two 5/16-18 X 2 SS flat head cap screws and nylon insert lock nuts to attach to it through the two remaining holes in the Crusher Flare.

20. Use a fine-tip felt marker to mark the four drill locations through the existing holes in the Rear Inner Bracket, as shown in the preceding photo.
21. Remove the Rear Inner Bracket and drill the marked hole locations with a 5/16” drill bit. An angle-head drill may be necessary to access the hole locations. Use touch-up paint to protect the cut edges of the drilled holes from future rust.
22. Re-Install the Rear Inner Bracket using the supplied button head cap screws and nylon insert lock nuts. The back side where the nuts are located can be accessed from inside the Jeep and inside the taillight housing.
23. Go back over the entire assembly and tighten each screw and nut. Again be careful not to over-tighten any of the screws that thread into the installed nut-serts. Remove the protective masking tape that was applied in Step 3.
24. Repeat the procedure for the opposite side.
25. Remove the Crusher Flares from the Jeep to paint or powder coat, then re-install using the same procedures.
IMPORTANT: on STEEL Crusher Flares, it is important to properly seal all of the seams where metal pieces join without a weld. This includes both the outside and inside seam where the top plate meets the outer tube. The reason is to prevent moisture from entering these hard-to-reach places and causing rust, and to prevent moisture from subsequently leaking back out of these areas and bringing rust reside with it, on to your paint or powder coat finish. There are many products available to seal these areas, from rubberized undercoating products to silicone sealant. If powder-coating, make sure the sealing method is one that is tolerant of the high temperatures used in the powder coat baking process. Consult your professional painter or powder coater for best suggestions.
Congratulations, you have completed the installation of your Poison Spyder JK Crusher Flares!